
A teherautó-utángyártott alkatrészek piaca szeizmikus eltolódást tapasztal a személyre szabott világítási megoldások felé, a kétszínű hátsó lámpák pedig egyre népszerűbbek. A hagyományos egyszínű lencsékkel vagy ragasztott szerelvényekkel ellentétben a kétszínű fröccsöntés egyetlen, zökkenőmentes egységgé egyesíti a piros és átlátszó részeket. Ez a technológia kiküszöböli a ragasztóanyagokat, csökkenti az alkatrészek meghibásodását, és lehetővé teszi az összetett geometriák létrehozását.—kritikus fontosságú a modern teherautó-tervezésnél, amely mind az esztétikai megjelenést, mind a szerkezeti integritást igényli. A nagyobb kiskereskedők, mint például a RealTruck, ma már 3D-s konfigurátorokat használnak ezeknek a fejlett lencséknek a bemutatására, tükrözve a fogyasztók növekvő érdeklődését az integrált világítási rendszerek iránt.
Alapvető technológia: Hogyan működik a kétszínű öntés
1. Precíziós forgásmechanika
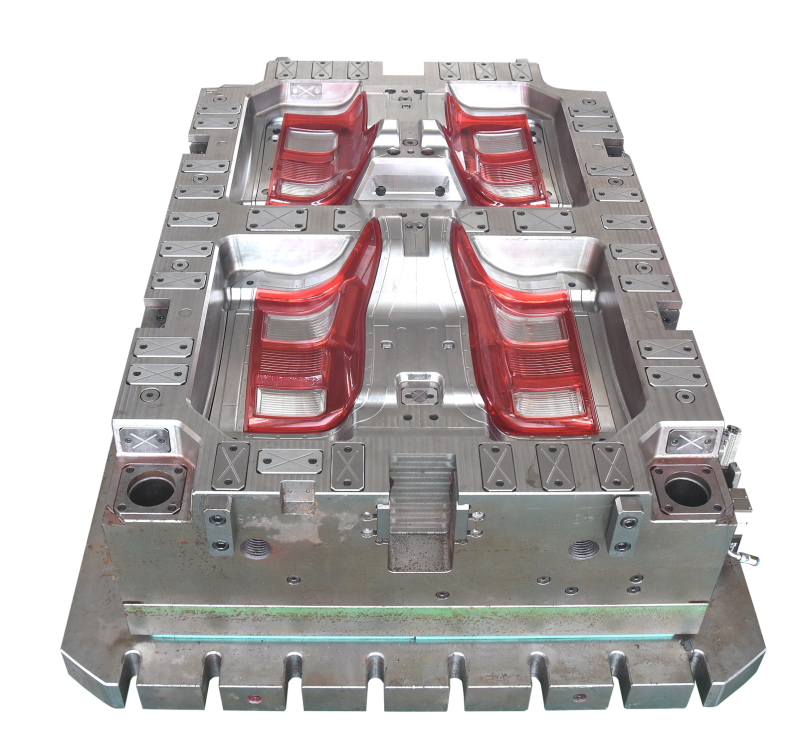
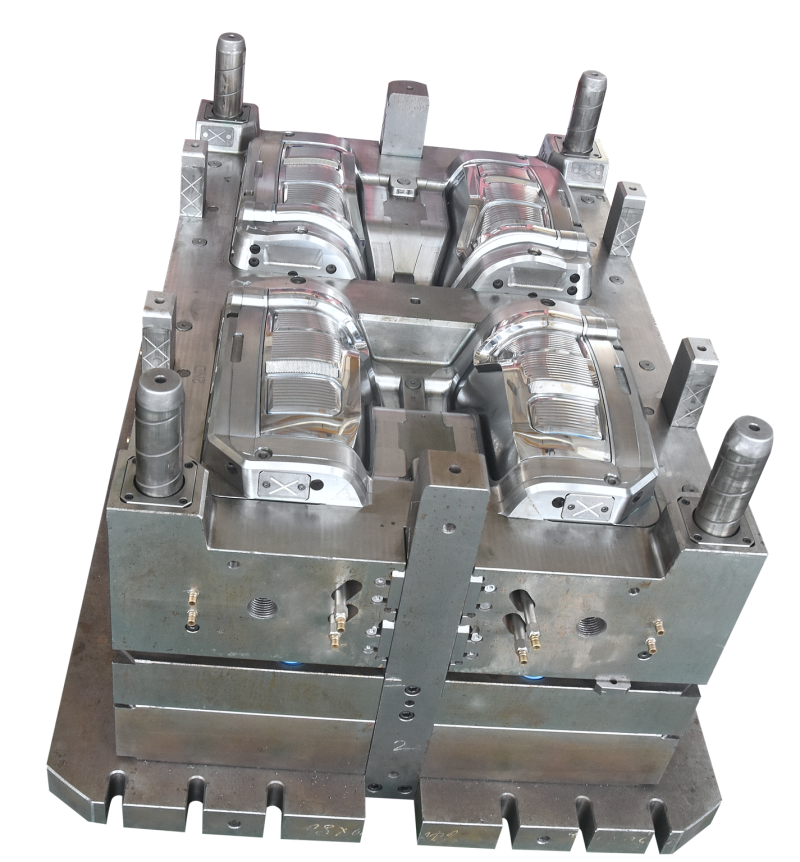
A modern kétszínű öntőformák, mint például a CN212826485U rendszer, motoros forgatással biztosítják a hibátlan színátmeneteket. Először egy alapréteget (pl. piros PMMA) fecskendeznek be. Ezután a forma 180 fokkal elfordul.° egy szervomotor és vezetősín rendszer segítségével, beállítva az alkatrészt a második lövéshez (jellemzően átlátszó PC). Ez kiküszöböli az elválasztóvonalakat a kritikus optikai felületeken, ami kulcsfontosságú előny a ragasztott vagy ráfröccsöntött alternatívákkal szemben.
2. Kozmetikai hibák kiküszöbölése
A hagyományos formák gyakran látható kidobócsap-nyomokat vagy színátmeneti vonalakat hagynak maguk után. Az olyan innovációk, mint a ferde varratok (15°–25°) és áthelyezett kidobócsapok—most nem optikai felületek alatt helyezkedik el—makulátlan kidolgozást biztosít. Ahogy a CN109747107A szabadalom is bemutatja, ez a finom újratervezés megakadályozza a fénytörési műtermékeket, ami kulcsfontosságú az OEM-minőségű tisztaság szempontjából.
3. Virtuális prototípuskészítés Moldflow-val
A Moldflow hőre lágyuló műanyag átfedési szimulációi előrejelzik az anyagáramlás dinamikáját és a lehetséges hibákat az acél vágása előtt. A mérnökök elemzik:
- Nyírófeszültség az anyagfelületeken
- Hűtés okozta vetemedés
- Befecskendezési nyomáskülönbségek
Ez a virtuális validáció 40%-kal lerövidíti a próbaciklusokat, és megakadályozza a költséges szerszámátdolgozásokat.













